
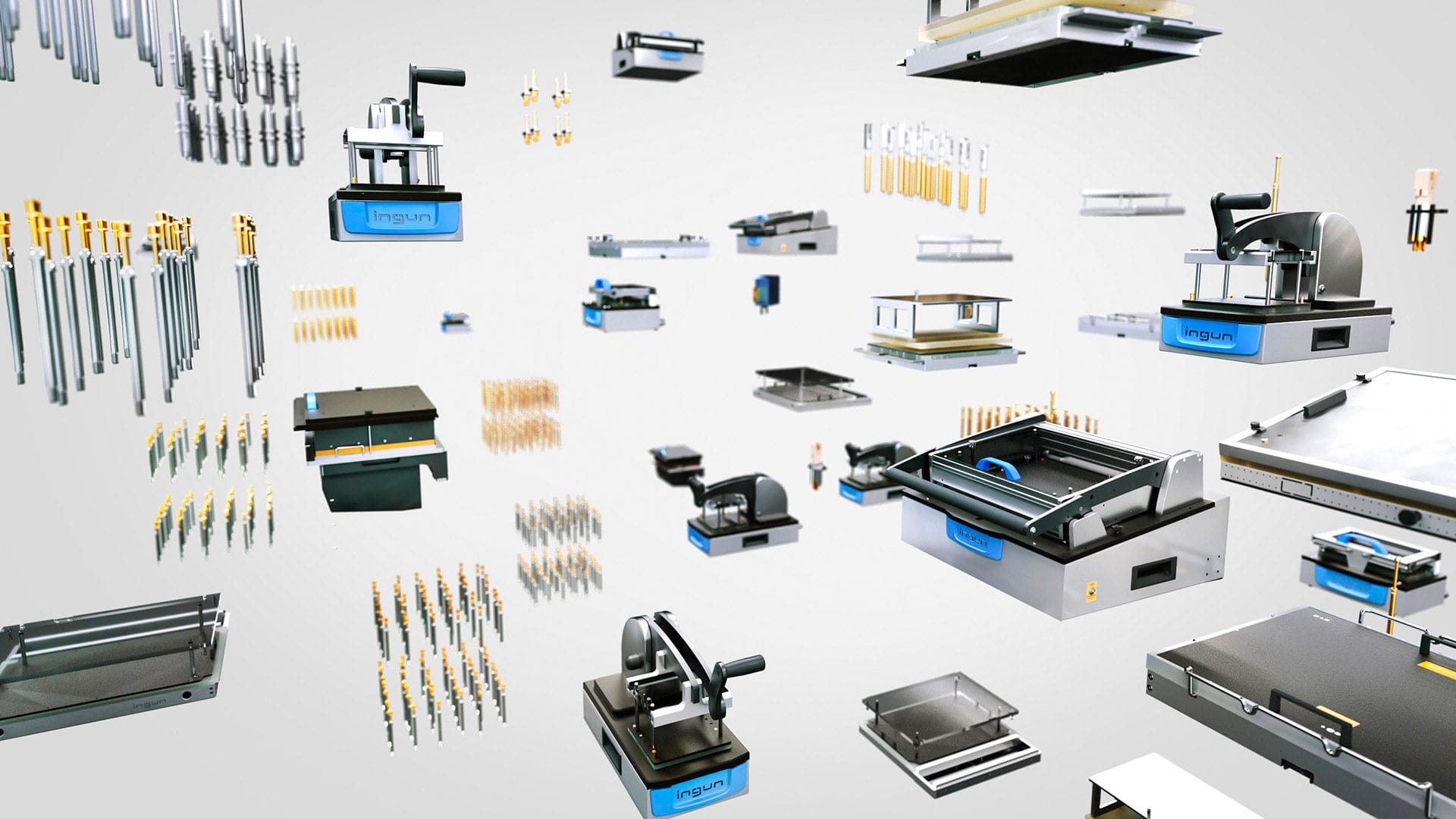
Produkte
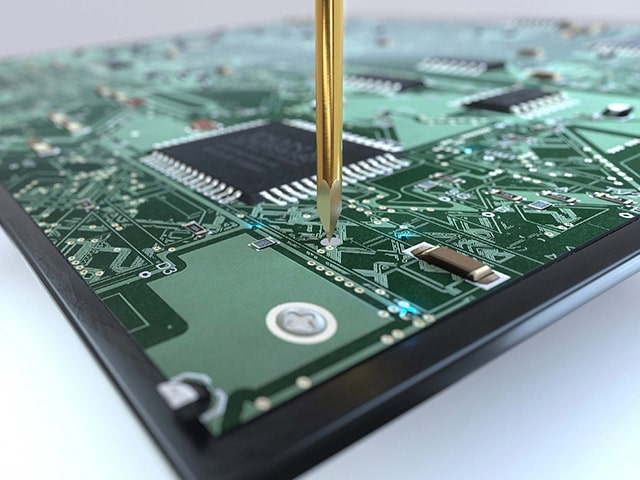
Für einen zuverlässigen Kontakt zwischen Testpunkt und Testsystem.






Partner für die Technologie der Zukunft
Innovative Prüftechnik -
überall einsetzbar.

Prüflösungen für die Automobilindustrie und Zulieferer

Kontaktierlösungen für eine stabile Kommunikation und sichere Datenübertragung
Allerhöchste Qualität von Prüfmitteln in der Medizintechnik
Leistungsstarke Prüftechnik für die Energiewende

Aerospace Lösungen für höchste technologische Prüfanforderungen
Aktuelles
Neuprodukt-Highlights, News, Termine und Themen aus unserem TechTalk.
TechTalk

Öffner-/Schließer-Automatik
Automatisierung manueller Prüfadapter leicht gemacht
TechTalk
HF-Absorberkammern
Störungsfreies Testen von IoT-Anwendungen mit 5G
Aktuelles

INGUN auf der productronica 2023
Volle Kompetenz zwischen Testpunkt und Testsystem
INGUN Prüfmittel - "Made in Germany".
In einer dynamischen, hochgradig vernetzten Welt ist es gut, wenn man sich auf jemanden verlassen kann. Deshalb entwickeln wir von INGUN leistungsfähige Prüftechnik für elektrische und elektronische Komponenten. Mit einem unübertroffenen Sortiment sind wir global präsent. Unsere Lösungen verleihen elektronischen Erzeugnissen erst jene Qualität und Verlässlichkeit, ohne die sie nicht funktionsfähig wären. Für unsere Kunden sind wir Entwicklungspartner für Innovationen und setzen auf höchste Qualitätsstandards "Made in Germany".